
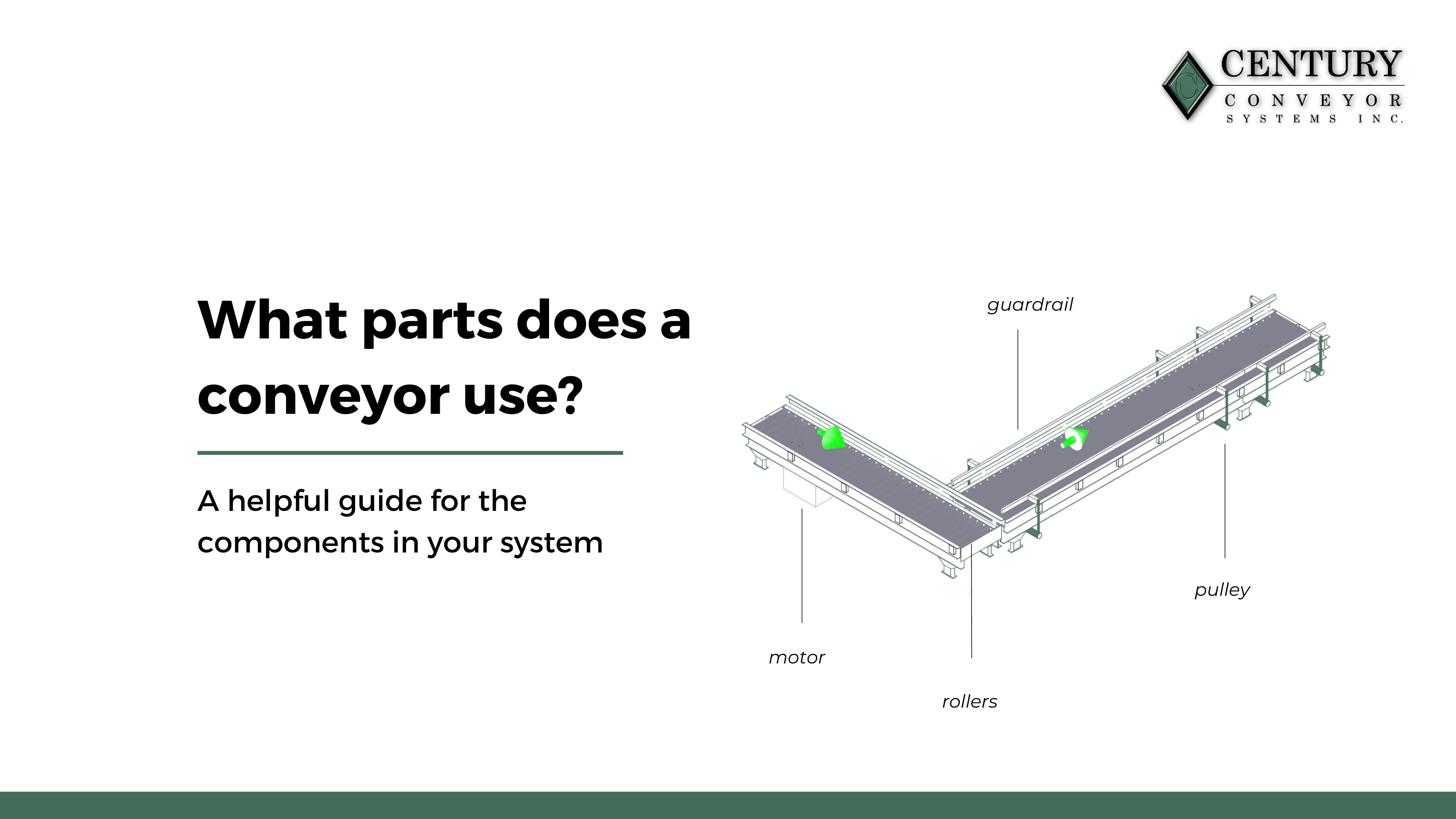
Conveyors, while simplistic in function, are constituted of a multitude of mechanical parts that enable durable, stable, and efficient movement. Much like a car, in its most basic form, a material-handling conveyor uses a motor (engine) and gearbox (transmission) to provide power in a continuous motion.
If you’re considering a conveyor unit or system in your facility, understanding its critical components and operations can assist in routine maintenance, repairs, upgrades, and future system integrations. Each part plays an important role, and grasping the mechanical basics can help you identify when continuous improvement situations occur within a conveyor system.
Belt
A belt is one of the most common applications of conveyance technology. A multi-layered rubber (or similar material) sheeting surrounds the “carcass” or the core of the belt. The carcass is constructed from tightly woven fabric, intertwined with each other within the top and bottom covers of the belt. Belts are wound around the head and tail pulleys on the conveyor bed, powered by the motor. Belts are created in a multitude of materials, sizes, and functions, covering a wide range of material handling applications.
Tip: Conveyor belts are extremely durable, but when rips and tears occur, splicing and vulcanization are relatively simple methods to repair the material.
- Rubber
- Fabric
- Modular plastic
- Cleated
- V-belt
- Curved
Rollers
Rollers are elongated cylinders attached via bearings across a conveyor bed using gravity and low-horsepower motors to move product. Items are propelled forward from spinning roller to roller, or across a belt that is threaded over a bed of rollers.
- Plastic
- Steel
- Rubber
- Motorized Drive Roller (MDR)
- Split Roller
- Pallet Roller
O-Rings
O-rings or O-bands are rubber-based circular bands that are routed in channels on rollers. O-rings allow multiple rollers to spin, keeping constant and stable movement forward as the product passes the section. Without O-rings, a roller would only move as the product skates over it. With O-rings, rollers in front of the package spin with the previous section, ensuring the package does not stop or jam.
Tip: It’s easy to diagnose when an O-ring has failed. Simply search for any rollers that are not spinning when the conveyor section is operating. A single broken O-ring won’t bring a system to a halt, but multiple non-spinning rollers could cause trouble. Fortunately, O-rings are inexpensive and easy to replace.
Pulleys
Conveyor belts are routed through a bed structure via a pulley system to drive movement forward. Pulleys provide stable motion by maintaining belt tension, tracking, traction, and direction. Each pulley in a conveyor bed provides a different function based on its location.
Pulleys are mainly only used for belted conveyors, although some manufacturers do have chain-routed pulleys for live (continuously moving) roller applications.

- Tail end – Pulley positioned at the conveyor section infeed.
- Bend – Pulley that directs the belt down to the take-up.
- Take-up – Situated lower than in the conveyor than the other pulleys, the take-up manages tension for the entire belt route.
- Snub – Increases traction and stability by providing angled tension to the head pulley.
- Head – Main pulley that drives the motion forward at the conveyor discharge.
Motor
The engine of the conveyor, an electric motor (or gearmotor) generates energy for the gearbox, providing power to the moving components of the unit. Placed at the discharge end, or center of the conveyor, motors can vary in size, shape, and horsepower. For a single unit, a 2hp or 3hp motor provides adequate power, while faster conveyor systems (like a sorter) require larger, more powerful motors.

- Drum
- Side-mounted
- Under-bed mounted
Conveyor motors come in various types and sizes, depending on the specific application and conveyor configuration. Motors can be AC (alternating current) or DC (direct current) and can have different power ratings, speed capabilities, and torque outputs. Conveyor motors are typically connected to the gearbox or the conveyor pulley or roller, and their speed and direction can be controlled through a variable frequency drive (VFD) or other speed control devices.
In addition to their power and durability, conveyor motors are also known for their low maintenance requirements and ease of use. They can be easily installed, repaired, or replaced, minimizing downtime and improving overall efficiency. Conveyor motors are also energy-efficient, reducing energy consumption and costs while maintaining high-performance levels.
Photo Eyes
Also known simply as a sensor, conveyors use photo eyes to complete functions based on the status captured when product moves on a unit. As a package travels throughout a conveyor system, it passes a multitude of sensors attached to the bed sides that track its movement. This tells the conveyor control module when to stop, go, or redirect the package(s), based on the information provided by every photo eye in a system. This avoids jams and blockages and maintains efficient product flow. Photo-eyes are categorized via their sensing ability and are manufactured either as through-beam sensors, retro-reflective sensors, and diffuse reflective sensors.
A few notable manufacturers of photo-eyes include but are not limited to:
- Balluff
- Omron
- Pepperl+Fuchs
- Sick AG
- Rockwell Automation
- Turck Inc.
- Allen-Bradley
Bearings
Bearings play a critical role in the smooth operation of conveyor systems. Serving as the mechanical interface between moving parts, bearings provide support, reduce friction, and facilitate the motion of the conveyor belt. They are typically mounted on conveyor rollers, pulleys, and other rotating components, allowing them to rotate freely while minimizing wear and tear. Bearings enable the efficient and reliable movement of the conveyor belt, helping to transport materials smoothly and consistently.
Properly functioning bearings are essential for preventing belt misalignment, reducing downtime, and extending the overall lifespan of the conveyor system. With their crucial role in ensuring reliable and smooth conveyor operation, high-quality bearings are a key component in maintaining the performance and productivity of conveyor systems.
Brakes
Brakes are an important safety feature in conveyor systems, providing control and stability during operation. These mechanical devices are designed to halt or slow down the movement of the conveyor belt or specific conveyor components. Brakes can be applied in various ways, including drum brakes, disc brakes, and caliper brakes, depending on the specific conveyor system’s requirements.
One of the key benefits of brakes in a conveyor system is enhanced safety. They can prevent conveyor belt slippage, which may occur during sudden stops or in emergency situations, reducing the risk of accidents or injuries. Brakes also allow for precise control over the conveyor’s speed, direction, and positioning, helping to avoid damage to materials, equipment, or personnel.
In addition to safety, brakes also provide operational flexibility. They allow for smooth and controlled stops, starts, and changes in direction, which can optimize the conveyor system’s performance. Brakes enable the conveyor to handle varying loads, inclines, or declines, ensuring consistent and reliable operation.
Guardrails & Supports
Guardrails and supports are crucial components of a conveyor system, providing stability, safety, and structural integrity. Guardrails, typically installed along the sides of the conveyor, serve as a physical barrier to prevent materials from falling off the conveyor belt or interfering with surrounding equipment or personnel. They help to contain and guide the materials being transported, ensuring that they stay on the conveyor and do not pose a hazard to the surrounding environment.

Supports, on the other hand, are used to provide structural stability and maintain proper alignment of the conveyor belt. They are usually positioned underneath the conveyor belt and provide support to the conveyor frame, rollers, and other components. Supports are designed to withstand the weight of the conveyor system, the materials being transported, and any additional loads or impacts that may occur during operation.
Guardrails and supports are typically made of durable materials, such as steel or aluminum, to provide strength and durability to the conveyor system. They are often adjustable and customizable to accommodate different conveyor configurations, heights, and widths. Guardrails and supports may also be equipped with additional features, such as guide rails, brackets, or brackets, to ensure proper alignment, prevent material spillage, and optimize conveyor performance.
Gearbox
A gearbox is a critical component in a conveyor system, serving as a mechanical power transmission device that controls the speed and torque of the conveyor belt. It is typically connected to the motor and the conveyor pulley or roller, and its main function is to convert the rotational speed and torque from the motor to the desired speed and torque for the conveyor belt.
Gearboxes contain a set of gears with different sizes and arrangements, which determine the gear ratio and subsequently the output speed of the conveyor belt. The gear ratio can be adjusted to suit the specific requirements of the conveyor system, allowing for precise control over the belt speed, direction, and performance. Gearboxes can be configured with various gear types, including:
- Spur
- Helical
- Bevel
- Worm
Gearboxes also provide torque multiplication, allowing the motor to generate higher torque at the conveyor pulley or roller, which is essential for overcoming the resistance and friction of the conveyor belt and the materials being transported. This enables the conveyor system to handle heavy loads, inclines, or declines, while maintaining the desired belt speed and performance.
Gearboxes play a crucial role in protecting the motor and the conveyor system. They can absorb shocks and vibrations, smooth out the power transmission, and prevent excessive wear on the motor and other conveyor components. Gearboxes also provide safety features, such as overload protection, by using clutches, brakes, or other mechanisms to prevent damage to the motor or the conveyor system in case of excessive loads or sudden stops.
Need help with your conveyor system? Century Conveyor Systems Inc. has over 40 years of conveyor service experience and boasts a full department of maintenance technicians and equipment experts. Learn more about our extensive capabilities at our On-site Conveyor Service page.