Table of Contents
MODEX 2026 is the premier event in material handling and supply chain technology, and every edition makes one thing clear: the industry is moving fast. New automation technologies are maturing, operator expectations are rising, and the pressure to do more with constrained capital and labor resources is intensifying across every market segment.
Century Conveyor is heading to MODEX 2026 with a focused agenda. We’re not there to show you everything—we’re there to have the right conversations with the right people about the real challenges they’re facing on the floor. Here’s a preview of what we’re bringing, what we’ll be discussing, and why this year’s show is particularly relevant for the operations we serve.
The Conversation We Keep Hearing: Retrofit Before You Replace: MODEX 2026
If there’s one theme that has defined our sales conversations over the past several months, it’s this: more operations are asking about retrofitting and modernizing their existing systems than at any point in recent memory.
The reasons aren’t hard to identify. Capital budgets are under pressure. Lead times for new equipment have been unpredictable. And a generation of conveyor systems installed in the 2010s is now reaching the age where controls and software are becoming the limiting factor, even when the mechanical infrastructure is still fundamentally sound.
At our booth, we’re ready to have detailed conversations about what retrofit and modernization actually looks like—and what it costs and delivers compared to full system replacement. This isn’t a canned pitch. It’s a real conversation, grounded in the specifics of what we’re seeing in the field and what we’ve learned from executing retrofit projects across a wide range of facility types and market segments.
If your facility is running on aging PLCs, outdated HMIs, or a controls architecture that’s limiting your visibility and throughput, this is the conversation you should be having at MODEX. Come find us.
HMI Conveyor Works: Modern Interfaces for Any System
One of the solutions we’re discussing at MODEX is Century’s HMI Conveyor Works program—our approach to modernizing the human-machine interface layer of existing conveyor systems.
Operators in many facilities are still working with interfaces that were designed a decade or more ago. They’re interpreting cryptic alarm codes, navigating unintuitive menu structures, and getting far less real-time information than they need to run an efficient operation. When something goes wrong, diagnosing the fault takes longer than it should. And when labor turnover brings new operators into the mix—which is a constant reality in most DCs—the learning curve on legacy systems is steep.
Modern HMIs change all of that. Intuitive graphical interfaces surface system status clearly. Alarm management systems don’t just alert—they log, prioritize, and track faults through resolution. Performance dashboards give supervisors real-time throughput and zone health data. Remote access capability means your controls engineers can diagnose issues without being physically on the floor.
What makes Century’s approach distinctive is that these upgrades are designed to work with your existing conveyor infrastructure. You’re not buying a new system. You’re upgrading the interface and intelligence of the system you already have.
We’ll have materials and demonstrations available at the booth. If your operation is running on aging HMIs, plan to spend some time with our controls team.
The LMS Gen 4: Electromagnetic Switching for Your Existing Sorter
For operations running sliding shoe sortation systems, we’re featuring the LMS Gen 4—a next-generation electromagnetic switch unit developed through our partner network with Lafayette Engineering.
The LMS Gen 4 is designed to address one of the most persistent maintenance challenges in sliding shoe sorters: divert reliability and durability. Traditional mechanical divert switches are subject to wear, misalignment, and maintenance-intensive adjustment. The LMS Gen 4’s electromagnetic actuation mechanism eliminates the mechanical components most prone to failure, delivering faster, more reliable switching with reduced maintenance requirements.
For operations that are running high-volume sortation and dealing with divert reliability issues, the LMS Gen 4 is a targeted fix that doesn’t require replacing the sorter. It’s the kind of precision modernization that extends system life and improves throughput without the cost and disruption of a full sortation system replacement.
We’ll be talking through specific applications and retrofit scenarios at the booth. If you’re running a sliding shoe sorter and dealing with divert issues, bring those questions.
Robotics: What We’re Seeing, What’s Ready Now
Robotics is always a major theme at MODEX, and 2026 is no different. The show floor will be full of robotic solutions at various stages of maturity—from proven technologies with extensive deployment histories to emerging systems that are still finding their footing in real-world operations.
Our team’s perspective on robotics is grounded in what we’re actually deploying and integrating in the field. We work with robotic induction systems, autonomous mobile robots (AMRs) for in-facility transport, and robotic palletizing cells—and we have clear views on where each technology delivers reliable ROI and where the real-world deployment experience doesn’t yet match the trade show presentation.
At MODEX, we’ll be sharing that perspective honestly. If you’re evaluating robotic solutions and want a practical view on readiness, integration requirements, and payback, our team is a good resource. We don’t have a stake in selling you a specific robot brand—we have a stake in building you a system that works.
Come with your specific throughput challenges, your facility constraints, and your questions. That’s the conversation we’re set up to have.
Market Segments We’re Focused On
Century’s MODEX presence this year reflects the range of market segments we’re actively working in. Our conversations and materials are particularly relevant for:
- 3PL and fulfillment operations managing multi-client environments and variable volume demands
- Distribution centers evaluating their conveyor infrastructure against modernization and retrofit options
- E-commerce and direct-to-consumer operations dealing with throughput growth and sortation performance challenges
- Food and beverage distribution facilities with specific hygiene and durability requirements for conveyor equipment
- Retail distribution operations dealing with omnichannel complexity and increasing SKU velocity
If your operation falls into any of these categories—or if you’re working on a challenge that doesn’t fit neatly into a category—we want to hear about it.
Schedule Time Before the Show
MODEX is a busy show, and the most productive meetings are the ones that are planned. If you want to have a detailed technical conversation with Century’s engineering team—whether about a specific retrofit opportunity, a new system project, or a challenge you’re working through—reach out before the show to schedule time.
We’ll have project engineers, controls specialists, and operations consultants on site. The conversation you have at the booth can turn into a site assessment, a system concept, or a proposal as quickly as you want it to.
Visit centuryconveyor.com/contact-us to reach out, or come find us at the show. We’ll be there, ready to talk.



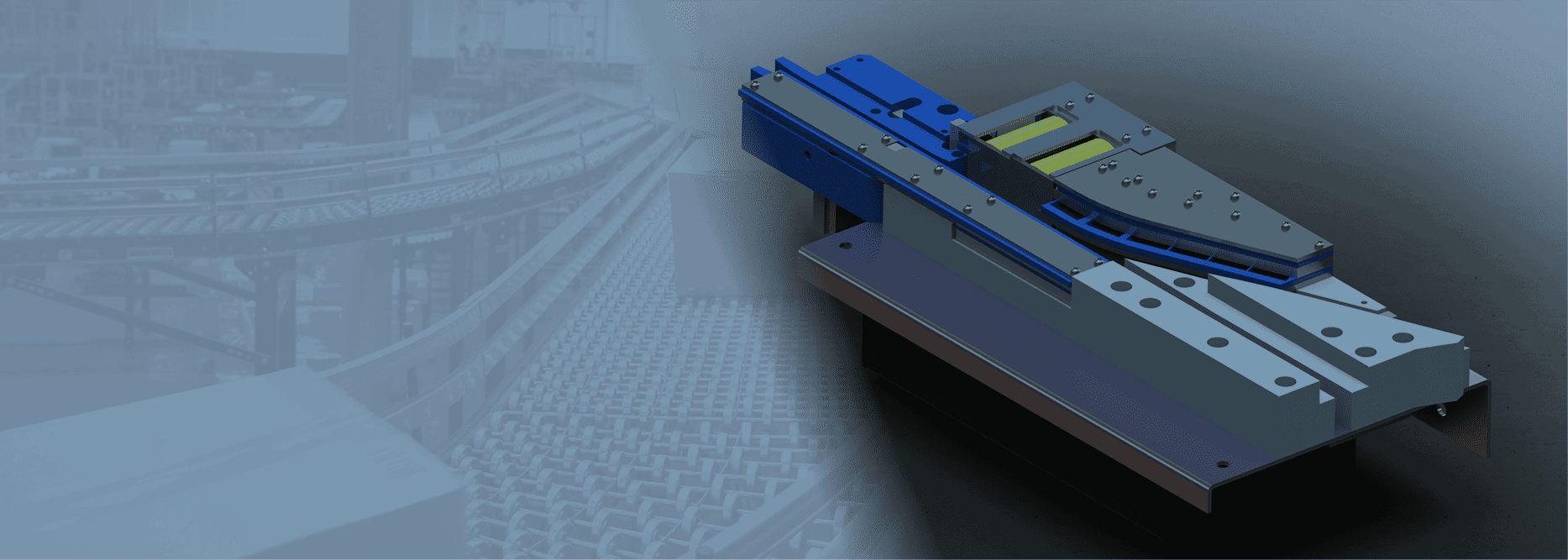
 Brings Electromagnetic Switching to the Sorter You Already Have 2")