
Background
Barnes & Noble, a Fortune 500 company, is the world’s largest bookseller. In addition to extensive eCommerce sales, they operate at the time of writing they operated approximately 800 stores in 50 states. The logistics of timely store replenishment and rapid, accurate fulfillment of Internet orders presents an enormous challenge at this level of business.
Century Conveyor Systems, Inc., a New Jersey-based automation systems integrator, was awarded the contract for integration and supply of the carton and tote materials handling system. The design team, now joined by Century Conveyor Systems, Inc., finalized the operational details and implementation plan for the new system. At the same time, the construction of the 1.2 million square foot facility was underway and on target for a December 2004 completion.
The Solution
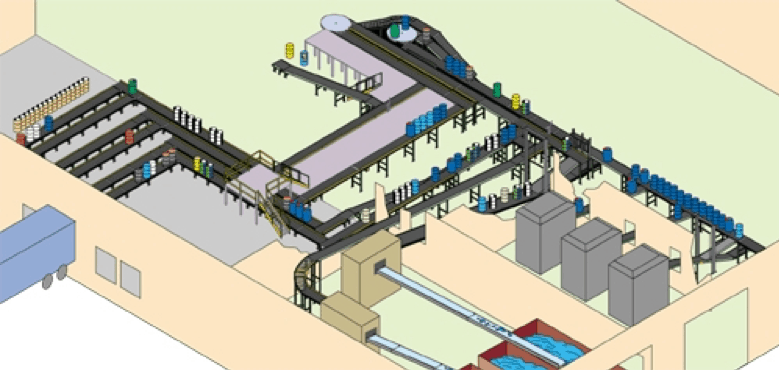
The distribution center houses over 1 million book titles in quantities ranging from multiple trailer loads of popular titles to one or two volumes of very obscure books. Accordingly, inventory storage media varies from high-rise, narrow aisle pallet rack to flow rack and finally to acres of multi-level shelving.
Virtually all aspects of the distribution process are automated. Tracking labels are generated and automatically applied to cartons at receiving. Multiple sortation systems deliver inventory to storage and picking locations. Batch picking is directed by RF interface and routed through zones by scanner directed diverters. Book orders are simultaneously assembled from each picking batch by tilt tray sorters.
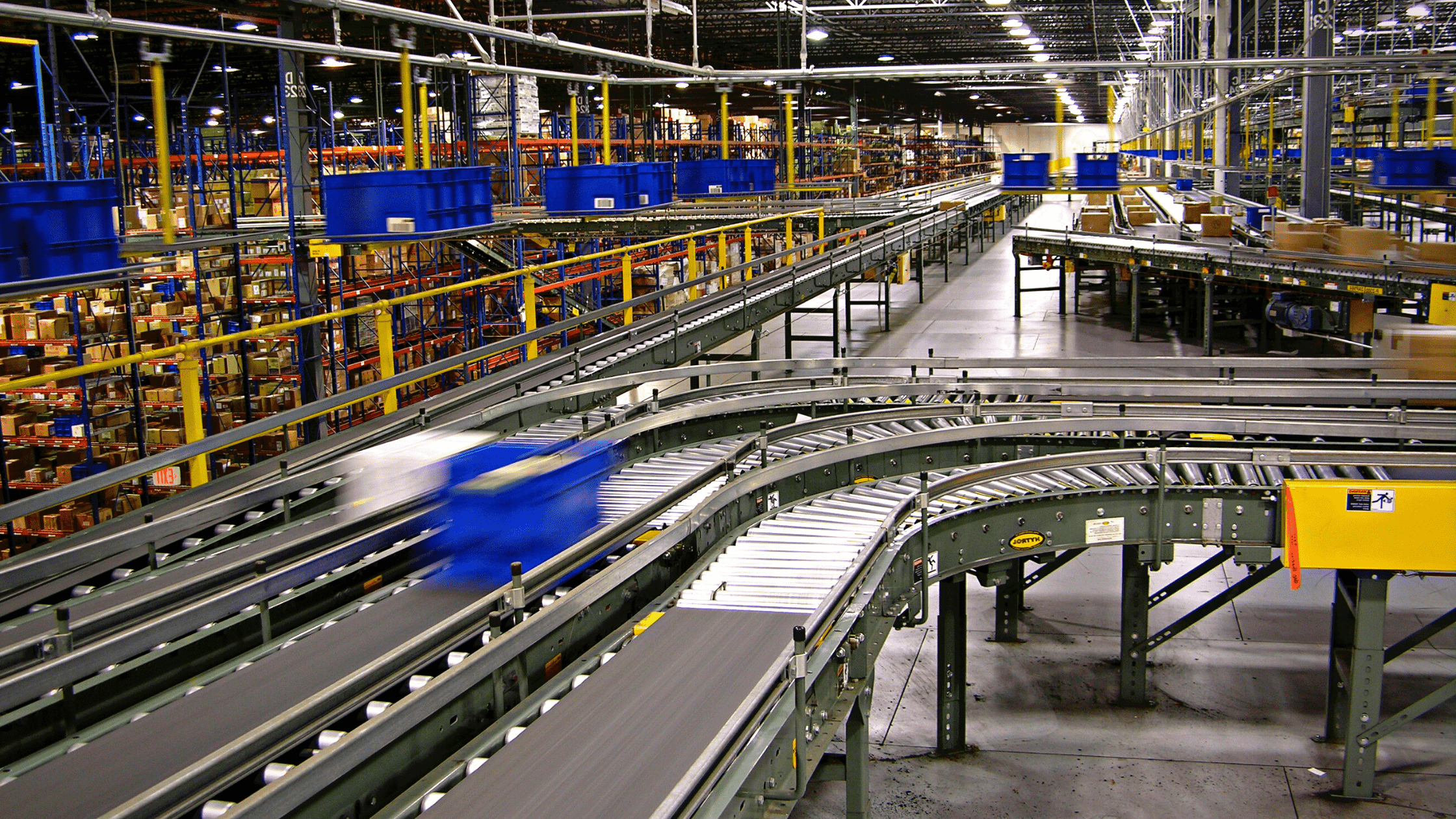
Over 13 miles of Hytrol conveyor carries cartons and totes through all of the distribution processes, from receiving to shipping. The entire system is monitored from a central control room equipped with displays that indicate the status of all areas of operation.
Receiving
For receipts of less than pallet load quantities, inbound cartons are conveyed to a mezzanine above the receiving dock where they are scanned and matched to a database of purchases. A 380-foot long Hytrol Prosort shoe sorter directs cartons to a series of receipt processing and audit stations. After processing, cartons are reintroduced into the receiving sorter for routing to pick locations, cross-dock, or active order fulfillment. Sortation is performed at rates up to 140 cartons per minute.
Inventory Replenishment
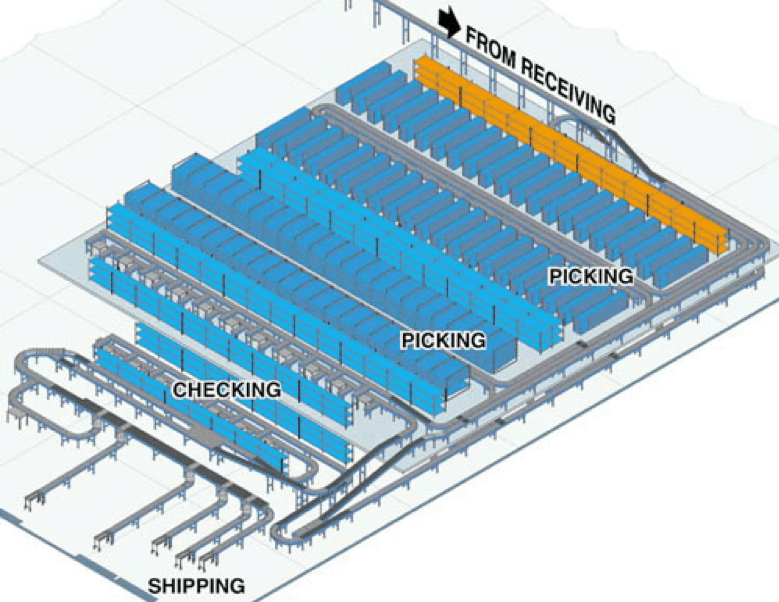
Forward pick locations and shelving mezzanines are supplied by a series of conveyors and sorters that deliver replenishment inventory. Cartons arriving from either bulk storage or the receiving subsystem are sorted to the three levels, and then by specific zone within each module for put-away to dynamic primary pick locations.
Picking
Each of the eight picking modules in the system is three levels high. Order selectors are given location and quantity instructions through scanner equipped radio frequency devices. Within each level, a series of scanners and diverters automatically direct cartons to only those zones where picks are required. Orders that can be completed within a single 3-tier pick module are conveyed directly to carton sealing and labeling stations. Batch picked cartons and totes containing books needed to fill multiple orders are conveyed to the packing sorter.
Order Consolidation
The packing sortation system is a tilt tray design. Individual books are placed on belts at induction stations and are sorted to chutes that each represents a single order. Indicator lights at the discharge of the chutes direct packers to remove the chute contents for packing as orders are completed. Chutes are reassigned to new orders as subsequent batches or waves arrive at the tilt tray induct stations.
Packing
Open cartons, containing completed orders, are conveyed to a series of taping and print & apply stations. Cartons are sealed, weighed, and labeled before they are automatically inducted into the shipping system. Single book orders, selected by batch into totes, are sorted to specially equipped packaging stations for quality inspection, packaging, and labeling before being sent to manifesting and shipping lines.
Shipping
The shipping sorter is a single loop tilt tray design, capable of sorting up to 170 cartons per. minute to shipping doors and small package Gaylord positions. Shipping door positions are equipped with flexible, extendible conveyors for truck loading.
The Result
“Barnes & Noble had previous experience with Hytrol and Century Conveyor Systems, Inc. and we knew Hytrol produced a quality and reliable conveyor. This previous experience was always very positive. Century and Hytrol stood behind their products and services and had become good partners through the years.”
“We had visited the Hytrol plant several years before when we were just starting the project. Meeting the Hytrol team that was going to be working with us on the system gave us a good comfort level.”
“Hytrol and Century made good on all their promises. The product was delivered when we needed it and it all worked out very well timewise. There have been so many advantages to the new system in place. The accuracy, the speed, and the throughput Hytrol affords us has improved our services to our customers. We are very happy with Hytrol.”
-William Duffy, ( Former) Executive Vice President of Distribution and Logistics, Barnes & Noble