Background
New picking technology combines with integrated conveyor system to help AmeriSource distribution center reach new levels of productivity and order accuracy.
When you’re in the business that AmeriSource Corporation is in, you have to be fast, efficient, and accurate.
This Malvern, Pennsylvania-based company is one of the country’s largest wholesale distributors of pharmaceuticals and related healthcare products and services.
From a network that includes 19 distribution centers around the country, AmeriSource ships these critical products to hospitals, healthcare facilities, and retail outlets that range from independent drug stores to the big mass merchandisers.
One of these centers-the regional D.C. in Thorofare, N.J., near Philadelphia-recently underwent a major expansion and upgrade to ensure the needed productivity and accuracy
Challenge
The new distribution center actually is a 156,000 square-foot expansion to an existing warehouse. That original facility, now used as a replenishment and full-case storage area, was a largely manual operation. But with AmeriSource’s business growing steadily, it had been struggling to keep pace with order demand.
In creating the new distribution center, management wanted to automate a large portion of the picking process and at the same time streamline order flow. Those objectives were accomplished through the combination of advanced computer controls, automated picking equipment, and a network of Hytrol conveyors that feature the EZ Logic accumulation system.
Facts
- Location: Thorofare, NJ
- Facility: Distribution center
- Solution: Hytrol liver roller and accumulating conveyor
- Product handled: Pharmaceuticals and health care products
Figures
- 156,000 sqf
- 168 employees
- 3,000 totes a day
- 2,300 cases a day
Automation Integration
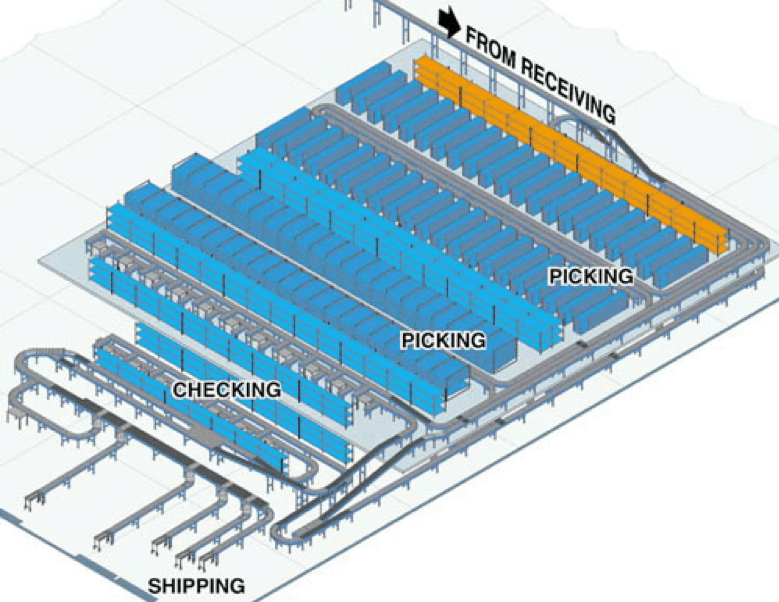
The order-fulfillment process begins in the order origination area where operators scan the packing slips and select one of three types of totes depending on order size. Each tote carries a permanent bar-coded license plate that will direct it throughout the order-fulfillment process.
The totes are inducted into the system on a powered conveyor where a shipping label is generated. After scanning, the totes travel on a belt conveyor to a deflector arm that moves them to one of three accumulation conveyer lines (Model 190-SPEZ). These units have the EZ Logic feature, which senses product presence and controls the accumulation and release of product from zone to zone. The three lines provide the ability to segregate the totes by order size, manual or machine pick, replenishment priority, and so forth.
The totes then merge onto another accumulation conveyor prior to being sent to one of two picking areas in the main building. Totes containing orders to be picked manually travel on a powered takeaway unit for entry into the manual pick area. Totes with orders for machine-pick are diverted to the left by a pneumatic pusher and travel onto an accumulating conveyor to the “A-Frame” automated picker.
The manual picking area consists of a loop of powered conveyor that directs the totes to the right picking zones. Each of the eight zones consists of a series of flow rack and shelving units housing a variety of SKUs.
Once the manual picking is completed, the totes move onto an accumulation conveyer and head toward the machine picking area. A scanner identifies which orders are complete and which need further picking in the A-Frame. Completed orders are diverted by pneumatic pusher toward the weighing and strapping machines. The remaining totes travel straight ahead onto an accumulation conveyor where they enter a queue triggering the selection process in the A-Frame.
All completed orders pass through automated weighing and strapping stations. Once the totes are secured, they move on an elevated belt conveyor en route to the shipping sortation area.
The shipping system consists of a re-circulating loop of elevated power conveyors and a series of nine powered and gravity dispatch lines. The main live roller unit has nine high-speed diverts that direct the orders down the shipping lines. One important feature of the shipping area is the full-line sensing photo-cell. If a dispatch line becomes too full, the photo-cell automatically senses this and directs the order to the recirculation conveyor until the congestion eases up.
In addition to the two main picking areas, the AmeriSource facility includes a replenishment and full-case line picking section in the adjacent original warehouse. A powered roller conveyor brings these items through an opening in the wall and on to either the replenishment areas or to shipping. These cases accumulate in the shipping section where they can be merged with the tote orders.
The operation is not only streamlined and accurate, it’s also clean. An overhead trash takeaway conveyor from Hytrol (TH model) runs through the picking and replenishment areas efficiently removing corrugated and packing material from the work areas.
Outcome
Thanks to the advanced picking technology and the smooth-running conveyor operations, the Thorofare distribution center has been able to keep on top of the steadily growing order volume ever since it went into operation in late 1997. This high growth pattern is not expected to change anytime soon. But as systems manager Bob Fillman points out, that should not pose any problems.
“This operation could easily handle double the current volume,” he says. “We have the system and controls in place. It would mostly be a matter of adding some additional people.”
In addition to being well positioned for the future-and performing at that 99.9 percent order-accuracy level right now-AmeriSource has enjoyed another benefit. Payback on the new distribution center has been realized in a short 15 months.