Background
Everyone’s had an unhappy experience. The repair shop had promised your car would be ready on Tuesday. But the necessary part still hasn’t arrived yet. So now you’ll have to wait until the end of the week… .or maybe even longer.
WORLDPAC is doing everything it can to make this all-too-common scenario a thing of the past. This nationwide distributor of automotive parts for imported vehicles has streamlined its entire operation to ensure that the parts reach the repair shop when promised. WORLDPAC’s modern, 123,000 square-foot distribution center in Edison, N.J. is a key part of that effort.
WORLDPAC is a company on the move, having recently acquired the auto parts distributor Metrix. The company operates two distribution centers-one in Newark, Calif., the other in Edison, New Jersey. The Edison facility ships to 31 branch replenishment offices as well as to individual repair shops around the country. About 60 percent of the parts handled are sourced domestically; the remainder comes from overseas.
Challenge
Before installation of the new system, order-fulfillment was a largely manual operation, says Patrick J. Healy, the company’s director of distribution. “The people moved through the facility, not the order,” Healy recalls, adding that today it’s the other way around.
Facts
- Location: Edison, NJ
- Facility: Distribution center
- Solution: Hytrol live roller, heavy-duty incline, and gravity conveyors
Figures
- 123,000 sqf
- 160 employees
- 36,000 auto part SKUs
- 1,000 orders per day
Automation Integration
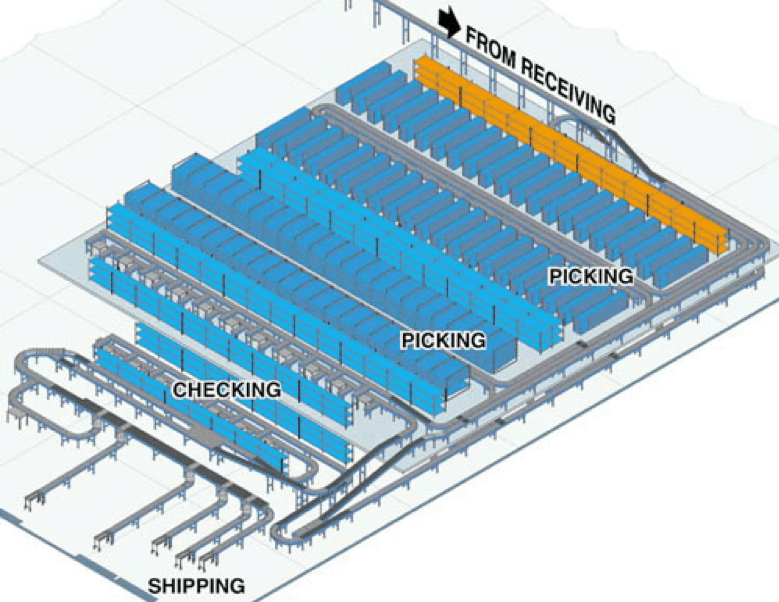
There are two types of orders: those going to the branches and those going direct to repair shops. Picking for both types starts in the zones on the ground floor. Items are packed into totes and placed on one of two incline conveyors for transport up to the picking stations on the mezzanine. Computer-generated reflective tapes guide the consumer-direct totes through the picking process. The totes for the larger branch replenishment orders are color-coded.
The main conveyor line on the mezzanine is a horizontal live-roller unit (SPEZ model) with Hytrol’s unique EZ Logic accumulation feature. EZ Logic automatically senses product presence and effectively controls the accumulation and release of product through the four picking zones.
Pop-up transfers automatically move the totes onto gravity conveyors at the picking stations. After all, items have been picked at one station, the operator places the tote back on the powered conveyor for movement to the next station if further picking is required. The computer controls built into the system ensure that orders involving multiple totes stay together.
The completed orders move back out on the takeaway conveyor, travel around a curve segment, and then head down the incline to the shipment-preparation area. Branch replenishment orders go directly to a separate section of the distribution center. There, the operators build pallet loads, which will be delivered by company trucks.
The customer-direct orders are diverted onto a powered conveyor line that takes them through packing and manifesting. These orders are handled by express carriers for next-day delivery.
Outcome
The new operation boasts a simple and streamlined order-flow that all but eliminates manual handling and movement. The system integrates several of Hytrol’s most popular units: live roller, gravity, and heavy-duty incline. Healy and his staff worked closely with Century Conveyor, Inc. in the design and installation. Century Conveyor, also based in Edison, is a systems integrator and Hytrol distributor.
The new system is fast, flexible, and responsive. It’s been designed to swiftly handle different sizes of totes as well as corrugated boxes. Also, oversized parts like tailpipes can move unimpeded throughout the distribution center.
In addition to the speed and responsiveness, shipment accuracy has increased, too. Plus there’s one more benefit: The systems integrator is located only a few miles away. “If there’s a question or a problem,” says Healy, “I know that Century Conveyor can get here right away.”
In the end, the biggest beneficiaries of the streamlined Edison operation may be the end-consumers. Their cars are ready when promised-and they get on with their lives.